| CLIN Process Steps | Scope | Description |
|---|---|---|
| Degreasing/Rinsing | Remove oils, and other particulates from the surfaces of the parts | |
| Preheating | Maintain a stable temperature in the nitrocarburizing melt | |
| Nitrocarburizing | Nitride layer formation on component surface. Using HEF’s ARCOR® and MELONITE® & TUFFTRIDE® / (TENIFER®) Nitriding salts | The hard nitride layer provides wear resistance. The diffusion region underneath the nitride layer provides improved fatigue life |
| Oxidizing* | Oxide layer formation on component surface. Using HEF’s Oxynit® and other trademarked Oxidizing salts | Oxynit® is a post-nitrocarburizing molten salt bath treatment that provides added corrosion protection by oxidizing the porous zone of the iron nitride compound layer into stable iron oxides (Fe3O4) – also called magnetite. Oxide layer also provides a black aesthetic appearance. |
| Cooling/Cleaning | Remove salt from the surface of the parts | |
| Mechanical finishing* | Smooth surface, low roughness (no lower than before treatment), friction properties | HEF expertise: Blast finishing Mass finishing Centerless polishing |
| Surface Impregnation* | Additional corrosion resistance; improved run-in behavior; deep-black appearance |
HEF impregnation using: Corolac® (dry appearance) Corofluide® (oily appearance) |
| *optional | ||
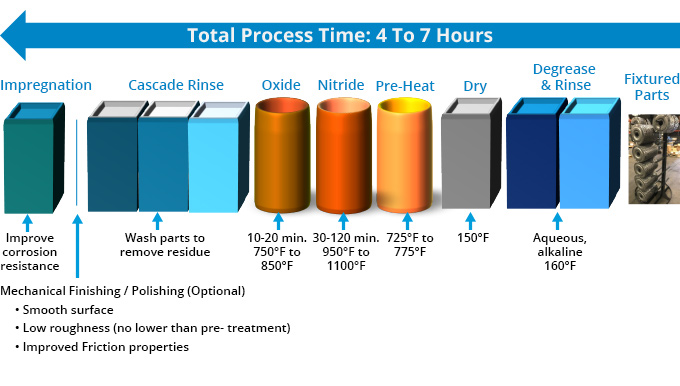
The LN process is carried out in equipment manufactured by HEF and customized to the nature of the applications under consideration – the size and shape of components to be nitrided; the throughput rate required; process steps required to achieve the desired nitriding specifications; and environmental considerations. A schematic view of a typical ARCOR® process line is shown below:
These CLIN process lines can be fully/partially enclosed or have an open configuration as shown below:
